Overview: What it is. Goal. Who does it make. How does it work. Application scenarios. Diagnostics, Machine operations
In this article all these things are called "UA industry standard". Within the framework of Industry 4.0, such neutral interfaces are important.

The main objective is a standardized handling of all requirements from the point of view of communication and configuration for the machines.
In the context of industry 4.0 it is particularly important to have common interfaces.
This concerns the connection to superimposed systems such as production planning. It also covers machine operation.
These things are offered:
These are all well-known manufacturers and users of machines. The industry association VDMA implements this together with the suppliers of machines, IT companies and system integrators. In addition, the OPC Foundation is involved and all standards are also available there. There are efforts to coordinate the standards with suppliers from other regions of the world.
Many - if not all - machines have very similar tasks in common. In plastics machines there are often heating zones, pressing zones, cooling zones. A heating zone has one or more temperature curves. Of course, there can be several heating zones. This also applies to all other data and structures offered. EuroMAP knows such a model for a heating zone. This model is used several times for several heating zones - the technician says "derived" or "instanced". The basic data of a heating zone with all details is described in EuroMAP. Of course not all these elements have to be used, this is determined during the setup at the machine builder. Different conditions occur during the running time of the machine. For all these conditions there are reporting elements (events), status elements and also error elements. With this exact definition, a simple and standardized data transfer between the machine parts and the rest of the system is much easier than before.

It is also possible to simply transfer many production jobs to one machine. These are then processed one after the other. Job management is a function of most UA industry standards. For example, night shifts without personnel are relatively easy to implement.
With the Tani PLC Engine Collect, you can easily and cost-effectively bring these UA industry standards into your machine. The OPC page shows the complete industry standard. On the machine side, the normal and previously available things are used. The Tani PLC Engine Collect takes over the functions required by the UA industry standard.
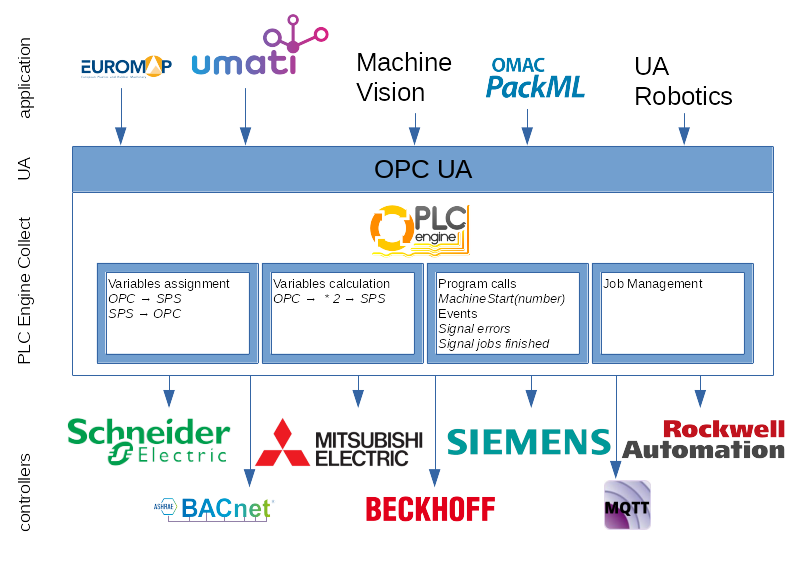
Variables, functions and events used via OPC can be used in several ways:
Even large tasks can be easily realized in this way. An intervention in the control program is rarely or never necessary.
The UA industry standard can in principle be programmed directly into the machine. However, it is often easier to select standard controls and machine elements. In the machine, these are standard variable speed drives and standard controls and marketable sensors. The Tani solution is designed precisely for this. The PLC Engine Collect product with logic tables, which has been on the market for some time, converts the structures and functions available in the OPC UA Server to the machine\'s controls and sensors. Since PLC Engine Collect directly supports all commercially available controllers, existing and older systems can also be extended without any problems. This consistently brings the industry standard to the plant.
Tani attaches great importance to diagnostics in order to simplify the commissioning of the machine.
This simplifies troubleshooting even when the machine is at a standstill.
A quick way is to display all elements of the affected machine part.
The descriptive names of the elements make it easier to quickly view the correct elements.
In addition, for each element it is indicated when the value was last changed. For events, the last occurrence is also displayed.
For effects that only occur at runtime, PLC Engine provides Collect Logger.
This means that all sequences can optionally be written. For better limitation, only certain program parts can be logged.
There is also a logger output command in the logic tables that only comes when called.
This is a core goal of UMATI. The other UA industry standards, however, also contain precise interfaces that simplify neutral operation. Modern SCADA and visualization systems support OPC UA. The Tani OPC UA Tunnel converts older OPC DA programs to OPC UA free of charge. This means that SCADA systems that have existed for a long time can continue to be used.


